
中心議題:
- 臺達機電產品在雙工位印刷涂布機上的應用
- 雙工位印刷涂布機的控制系統及原理分析
雙工位印刷涂布機主要用于BOPP、PVC、PET紙等材料制作膠帶、反光膜、保護膜及涂色、涂藥水之用,分A型機主要用于涂布BOP P、PVC、PET及紙張,受熱后不會延伸的材料,和B型機用于PE等受熱后會延伸的材料。雙工位印刷機采用臺達變頻調速器控制速度,臺達PLC系統進行自動張力控制技術,采用綱線輥涂布或三輥逆轉計量刮刀涂布等方式,上膠均勻,上膠量可調,采用電加熱或蒸氣加熱干燥方式。雙工位印刷涂布機外形圖如圖1所示。

圖1 雙工位印刷涂布機外形圖
1 應用簡介
雙工位印刷涂布機的機械結構可以分為雙工位放卷部分、印刷涂布及烘干部分、收卷部分等;傳動點主要有放卷A軸、放卷B軸、放卷牽引、印刷涂布軸、鏈輪傳動軸、主牽引電機、收卷軸等。
雙工位印刷涂布機的工作原理是,安裝好欲加工紙張或PE膜在放卷軸A或B軸上,再預張緊放卷、收卷輥后壓上靠錕,同時按走紙方向傳遞紙張啟動主電機,使版輥與壓輥壓合,并調整至合適的張力即可開機;調節調偏輥的位置可以調節紙張的平整度;調節擺桿汽缸氣壓可以控制紙張或PE膜等加工品的張力,放卷軸通過張力擺桿調節膜的速度平穩,及放卷牽引和涂布印刷及收卷軸等都通過擺桿反饋調節傳動點速度平穩運行,從而達到良好的印刷質量和效果。設備的主要技術參數如下表1。

表1 主要技術參數表
2 控制系統清單
HMI: DOP-B07S(7寸)
變頻器:VFD110V43A-2(11kW,放卷A)
VFD110V43A-2(11kW,放卷B)
VFD037V43A-2(3.7kW,放卷牽引)
VFD022V43A-2(2.2kW,印刷涂布輥)
VFD037V43A-2(3.7kW,鏈輪)
VFD037V43A-2(3.7kW,主牽引)
VFD037V43A-2(3.7kW,收卷)
EMV-PG01O*7(編碼器卡)
PLC: DVP-80EH2*1(主機)
DVP04AD*1(模擬量輸入模塊)
DVP04DA*2(模擬量輸出模塊)
[page]
3 控制系統結構圖
控制系統如題2 所示。
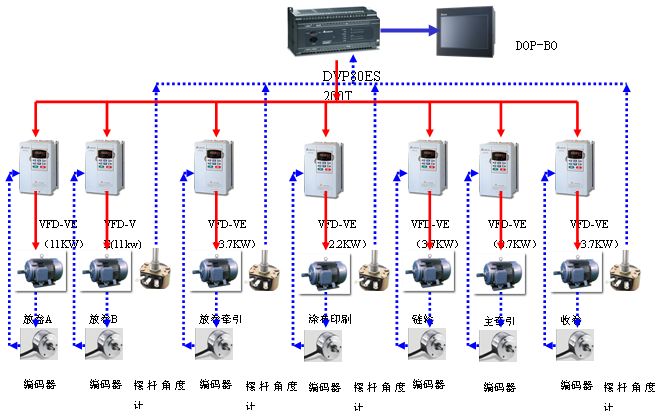
圖2 控制系統
4 原理分析
雙工位印刷涂布機的控制工藝主要在于多軸傳動的速度同步及收、放卷、牽引、印刷涂布等的張力恒定,以及放卷過程中的卷徑計算,和雙工位放卷A、B軸切換等工藝要求。收放卷張力控制非常關鍵,收卷張力應合適,張力太小,紙張收卷時會松弛;張力太大,收卷時材料易起皺。本例中通過放卷張力擺桿對擺桿角度進行反饋,從而PID調節放卷速度來達到張力大小恒定和速度平穩要求;另外,由于放卷時卷軸的直徑不斷變小,如果放卷軸的轉速保持恒定,則卷軸的放卷線速度會越來越小,這樣容易出現拉斷PE膜的問題。為了解決此問題,放卷傳動的控制必須要進行卷徑計算,計算出基準速度。
4.1 VFD-VE變頻的閉環矢量控制模式
系統中所有變頻傳動軸均采用了編碼器反饋的閉環的矢量控制模式,之所以使用閉環矢量控制模式,是為了保證傳動軸的速度控制精度能夠更準確、更快速、更穩定,盡量避免電機的滑差所造成的不同速度的線速度線形關系。
4.2 實現過程
包括放卷、放卷牽引、涂布印刷、收卷等4個軸均需要調整張力恒定的速度控制模式,實現過程為:首先以電子主軸方式計算出各軸的實際基準線速度,然后將基準速度的±5%線速度做為PID調節的允許調節范圍,再通過采集的擺桿位置角度反饋做為PID反饋值來調節各軸的速度平穩和張力恒定;通過對PID參數的調試后最后正常工作到65米/分的極限速度時任能保證速度的平穩,張力擺桿的擺動幅度不超過±1%;
4.3 收放卷控制
對于收放卷控制,主要有兩個方面:速度控制與恒張力控制。由于紙張材料的運行線速度是通過壓輥的方式接觸(不會出現打滑現象),所以只需要分別控制收卷電機的速度就可以了。
由于放卷棍的實際大小是隨著運行時間的變化而變化的,所以它的準確性是基準速度的關鍵。目前通常有兩種方法可以參考:厚度法與線速度計算法。
厚度法的原理是建立在對材料厚度的了解情況下,電機每運轉一圈,收卷棍直徑會增加兩個材料厚度,放卷棍直徑會減小兩個材料厚度。此方法主要使用在收放卷材料厚度均勻的情況下,優點是計算出來的厚度值準確,缺點是需要使用者在變頻器相關參數中輸入材料厚度信息。
線速度計算法的原理主要是依據以下公式:D=(G*V)/(π*n)。其中D為當前卷徑,G為機械傳動比,V為當前線速度,n為電機轉速。當前線速度可通過模擬量或者脈沖的形式采集。線速度計算法的優點是可以使用在材料厚度不均勻的場合,不需要對材料厚度值的設置,降低了對操作工的要求;缺點是計算出來的當前卷徑值會受線速度采集準確度的影響,如果線速度波動很大,則當前卷徑值也會出現很大波動。
通過計算卷徑得出來的卷徑值基本上等于實際測量的卷徑值,所以同樣可以計算出PID調節的±5%的調節范圍,為加大彈性,可以將±5%的范圍放大到±15%,結果仍然比較理想,可以保證張力擺桿的正常波動范圍在±1%范圍內。
注意:加減速過程中禁止計算卷徑,因為在加減速的過程中給定目標速度是增加的,而PID調節的速度跟隨是遲后的,所以盡量避免在速度變化的過程中計算卷徑。
4.4 計算過程
放卷在低速(0~5Hz)運行時由于不可避免因為電機滑差等因數造成的給定轉速和實際輸出轉速誤差肯定會大于PID調節范圍±15%,所以工藝要求PID調節范圍應該是在傳動軸(0~5Hz)運行過程中出現一個成反比的計算公式即:F=K/V,其中F為PID允許調節范圍,K為常數值,V是傳動軸的實際輸出頻率,通過此計算公式后得出實際的PID允許調節范圍F值為:±150%~15%(0~5HZ);±%15(5~50HZ)。
通過不同速度輸出情況下對PID波動范圍的調節完全滿足了全部情況下的高精度PID速度控制既做到了高速情況下的小比例大幅度特性,又滿足了低速情況下的大比例小幅度特性。
[page]
4.5開機預張緊功能
在初次上膜的開機后,通過判斷收、放卷擺桿角度是否在張緊位置,否則將在此階段禁止PID調節,采用固定速度運行收卷和停止放卷。當判斷收卷、放卷擺桿回到規定角度內后從新將速度切換到PID功能中。
4.6放卷雙工位切換
在當前卷工作到放料結束時預啟動備用卷(通過設置的初始卷徑為基礎計算出固定速度運行),人為操作接料后停止當前卷,并將備用卷的速度切換到PID控制速度方式,完成雙工位放卷接料控制過程。
5 通過觸摸屏進行參數設置
主畫面反映了全部傳動軸的運行狀態、當前放卷卷徑、線速度,以及各個擺桿的張力角度位置等,如圖3所示。參數設置界面提供了一些工藝參數數據等,如圖4所示。
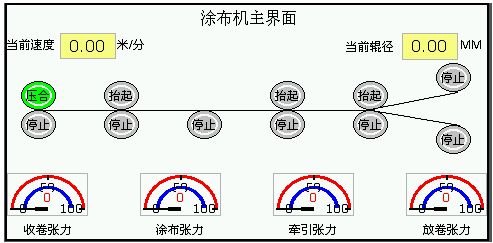
圖3 涂布機主界面
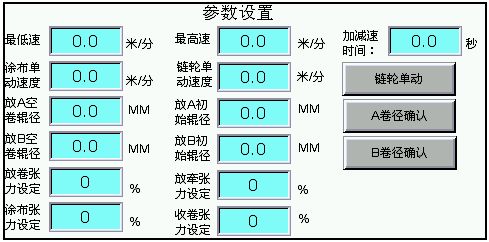
圖4 參數設置
6 結論
通過對雙工位印刷涂布機系統的調試,使得此雙工位印刷涂布機能夠在0~65米/分的最大速度控制范圍內保持恒定的張力和穩定的線速度,特別是全部的4個張力擺桿的角度偏差不超過±1%的波動范圍,非常有效地保證了產品質量及高速的生產效率。經過在最終客戶的使用,得到了客戶的肯定。另一個比較重要的意義在于通過此次臺達全系列產品特別是VFD-VE變頻及PLC組成的系統在印刷行業的成功應用,開創了臺達產品及系統在本地區印刷行業的新局面。


