
中心議題:
- 印制板安裝后的質量可靠性分析
- 印制板調試的質量可靠性分析
- 印制板使用的質量可靠性分析
印制板的基本功能之一是承載電信號的傳輸。研究印制板的可靠性就是研究它的基本功能不喪失或者它的一些電性能指標不衰退,也就是它的功能保持的持久性。本文擬從印制板下游用戶安裝后質量、直接用戶調試質量和產品使用質量三方面研究印制板的可靠性,從而表征出印制板加工質量的優劣并提供生產高可靠性印制板的基本途徑。
1 印制板安裝后的質量表征
印制板安裝后,其質量的好壞直接的反映是:目測印制板表觀是否出現起泡、白斑、翹曲等現象。
其中最令人關注的是冒泡即業內人士稱之“爆板或分層”,可靠性高的印制板安裝后不應出現“起泡”缺陷。為了獲取高可靠性的印制板,則必須從以下幾個方面入手。
1.1 印制板材料的選擇
同一類型的印制板基材,不同的生產廠家,其性能差異較大,不同類型的印制板基材其性能差異就更大。印制板加工選擇基材時既要考慮材料的耐熱性能又要考慮材料的電氣性能,就安裝而言,我們更多考慮材料的耐熱性能。材料的耐熱性能一般以玻璃轉化溫度(Tg)和熱分解溫度(Td)作參考。目前,印制板安裝按元器件的焊點成份(有鉛、無鉛)分為有鉛、無鉛、混合安裝,相應回流焊峰值溫度為215 ℃、250 ℃、225 ℃。因此,針對不同的安裝方式,印制板材料應該區分選擇。對無鉛焊接,選用Tg高于170 ℃的板材;對于混裝焊接,選用Tg高于150 ℃的板材。
對于有鉛焊接,所有材料均適用,但通常選用Tg高于130 ℃的板材。除了考慮Tg外,一般還要關注廠家品牌和型號,目前,性能較穩定常用板材有Tuc 、IsoIa、Hitachi、 Neleo等。
1.2 生產過程的控制
印制板出廠前都要抽樣進行交收態和熱應力實驗,其目的就是要保證安裝不分層等。盡管交收態和熱應力實驗完全合格的產品不能保證安裝無缺陷,但交收態有缺陷的產品安裝時肯定存在隱患。因此,交收態和熱應力試驗是安裝質量的前期預告。這樣,交收態和熱應力合格是印制板交付的必要條件。為此,在印制板的加工過程中應當關注以下幾個方面,以確保交收態和熱應力試驗合格,提升安裝后的質量。
1.2.1 明確印制板的加工要求
印制板的層數、厚度、BGA的節距(或孔壁間的最小中心距),導體銅厚等影響印制板熱應力試驗結果。層數超過12層,厚度大于3.0 mm的板,由于Z軸脹縮值大,容易在熱應力后產生微裂,產生孔壁缺陷。
BGA節距小于0.8 mm或孔壁中心距小于0.5 mm,由于熱容大,安裝時受熱集中,容易引起介質層分層。因此,對于這類印制板加工應選擇Tg大于170 ℃的基材。
導體厚度大于35 μm,熱容大,樹脂流動阻力大,層壓時盡量利用多張高流動度的半固化片。孔徑小于0.3 mm的印制板,鉆孔的質量直接影響孔化孔壁質量,應嚴格控制鉆孔參數,確保孔壁清潔、平整、撕裂小。
1.2.2 精細化的工藝控制
交收態和熱應力實驗出現分層,究其原因主要是內層導體氧化處理質量缺陷造成銅與半固化片結合力差或者半固化片沾染或吸潮所致。氧化處理因材質不同其工藝也不盡相同,高Tg材料因質硬而脆,采用絨狀的棕氧化,而常規材料可能為晶狀的黑氧化[2]當然,導體表面的粗糙度直接影響銅與半固化片的結合力。因此,不管何種氧化處理必須明確規定氧化的表面粗糙度。同時,在層壓過程中,要盡量避免材料的沾污和吸潮。為此,單片必須定量控制其烘烤條件,半固化片必須去潮,疊板中必須控制環境的潔凈度和操作規范性。在層壓工藝控制中,必須根據板類和板量確立有效的層壓參數,確保樹脂充分濕潤和流變速度,避免空洞的產生。
2 印制板調試質量的表征
印制板調試質量好壞主要依據調試結果是否順利滿足設計要求,而安裝后印制板調試是否順利,涉及印制板的加工質量,也是印制板可靠性表征的一個重要信息。一般地,調試順利的板,其可靠性就高;相反,調試不順利的板,其可靠性必然存在隱患,究其印制板的加工質量,主要涉及印制板的線、盤、介質層。
[page]
2.1 印制板導線對印制板質量的影響
隨著電子產品的精細化發展,伴隨印制板加工工藝的不斷提升,印制板的導線不再是簡單的信號傳輸,而是輔以許多功能化的要求如阻抗線、等長線、電抗線等。因此,導線的缺陷如缺口、毛刺、形狀拐角等對印制板性能的影響越來越明顯(3),線寬10%的偏差帶來阻抗變化可能達20%,導線的缺口、毛刺使信號的延遲可達0.1 ns,導線的形狀差異產生反射、噪聲等干擾影響信號傳輸的完整性。可見,線的質量在印質板制作過程中不容忽視。這一方面需要嚴格的過程控制,另一方面需要高精度生產設備和適當的工藝技術(如半加成法和加成法),以確保線的精度滿足設計要求。
2.2 印制板連接盤對印制板質量的影響
連接盤一般孔徑大,設計時考慮了環寬的要求,質量可以保證,但過孔的質量卻因廠家和工藝技術的不同差異較大。孔徑大于∮0.6 mm,采用開窗涂覆Pb/Sn,問題發生的可能性不大,但對小于∮0.3 mm的過孔,由于孔小鉆孔參數控制不同、溶液交換不順暢等因素,導致孔壁粗糙程度不一,撕裂的深淺不一,孔壁厚度和均勻性不相同。盡量后續采用不同過孔覆涂工藝,如覆蓋阻焊油墨甚至塞孔,但由于塞孔對孔電阻影響不大。因此,孔電阻差異依然存在。表1列舉了不同廠家∮0.25 mm孔電阻測試結果。

表1 孔電阻差異
孔電阻偏大,影響電信號傳輸質量,同時,也折射出孔壁存在不導電性雜質或空洞或裂紋。這樣的孔,經過高溫沖擊,必然產生斷裂或裂紋,釀成印制板的功能完全喪失。因此,印制板的加工過程中,必須特別關注過孔的孔電阻值的大小。
2.3 印制板的層對印制板質量的影響
印制板的層涉及印制板的加工材料和層間介質層的厚度及均勻性,加工材料前面已經闡述,這時重點說明介質層的厚度和均勻性。
介質層的厚度影響印制板的層間絕緣性,其表征參數是擊穿電壓。擊穿電壓越高其絕緣性越好。不同領域使用的印制板其擊穿電壓可能要求不一樣,但介質層薄,擊穿電壓肯定低,同樣厚度的介質層,介質層中增強材料粗其擊穿電壓也低,因此,介質層厚度的控制以擊穿電壓為依據兼顧半固化片的類型。介質層厚度的均勻性,影響信號傳輸的穩定性。厚度偏差10%,特性阻抗值偏差可達20%。厚度均勻性,一方面與材料的性能參數相關如凝膠時間、樹脂流動度等;另一方面與層壓的工藝參數及設備的精度密切相關。因此,介質層厚度的均勻性的控制需借助于高精度設備和優化的層壓工藝參數進行控制。
3 印制板使用質量的表征
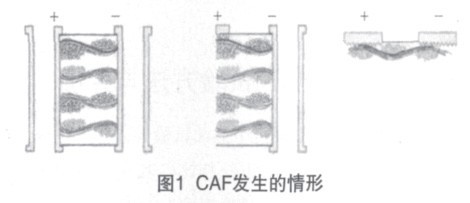
電子產品使用過程中性能是否穩定涉及印制板的使用質量。使用中常遇見印制板的缺陷有:離子遷移(CAF)和焊點質量(Joint)等。銅離子遷移系透過玻纖紗束或紗束與樹脂之細縫,造成兩導體例如(孔壁到孔壁)間出現金屬銅的遷移,其產生機理是:印制板通電后由于電位差,高壓極(陽極)銅金屬在水氣中首先出現腐蝕而氧化成銅Cu2+,于是銅離子會沿著通道緩緩向另一端低壓極進行遷移,同時,低壓端也會往陽極移動,于是兩者在通道途中遭遇后即可還原出金屬銅,形成兩地間的連通即漏電短路,一旦出現短路,電阻頗高的發熱將CAF燒斷,爾后又開始新的CAF。這樣周而復始發生,造成電子產品功能時有時無。如下圖CAF發生的幾種情形。
 [page]
[page]
可見,產生CAF必須具備下列五種條件:裸露的銅導體、水氣、電解質、電位差和通道。前四項在電子產品的使用中不可避免。通道是唯一可控制產生CAF的途徑,而通道的形成主要與印制板的生產過程中材料、鉆孔、去沾污等因素相關。一般地來說材料的玻纖越細,樹脂含量越高,韌性越好,鉆孔撕裂的機率較低,因此,對于高密度的印制板或潮濕環境中使用的印制板盡可能采用細玻纖的材料。不同的材質的鉆頭,不同鉆孔數量,不同的鉆孔參數,鉆孔時,鉆頭對增強材料的沖擊不同,孔壁質量的差異較大,對孔壁的損傷也不盡一致,芯吸程度不一。因此,為了杜絕通道的發生,應當嚴格控制鉆孔質量,確保孔壁光滑平整。去沾污主要目的是去除內層導體鉆孔時吸附樹脂,當然,也咬蝕孔壁絕緣層中的樹脂,有時為了形成負凹蝕,孔壁絕緣層樹脂甚至咬蝕更多。這時,咬蝕量需嚴格控制。否則,極易形成“通道” 。如下圖樹脂咬蝕過量情形。

印制板與元器件系通過焊接的焊點來連接,其焊點在電子產品使用中因環境的影響有時也會出現異常情況。這主要與印制板表面涂覆工藝密切相關。目前,印制板表面涂覆有:熱風整平、鍍錫、化學鎳金、有機防氧化保護、化銀等。熱風整平或鍍錫焊接時對形成Cu6Sn5IMC,長期使用不會發生變化,焊點牢固,其可靠性高;化學鎳金因布線不均勻性不可避免產生“氧化鎳”黑墊,同時,焊接時形成Ni3Sn4 IMC ,又有金、磷的滲入,長期使用,焊點脆弱,可靠性下降;OSP焊接結形成Cu6Sn5 IMC,而且沒有其它金屬(如Au、Ag)污染,強度較好,可靠性高;浸銀焊點形成Cu6SnIMC,強度好但不耐老化,而且因銀的滲入焊點可能形成微空洞;浸錫焊點邊形成Cu6Sn5,但浸錫層會逐漸被底銅所吸收成為IMC,外觀由亮白色轉為灰白色焊點強度發生變化;電鍍Ni-Au,雖然少了磷和黑墊的干攏,焊點強度高,但金的滲入也會逐漸影響焊點的質量。因此,印制板表面涂覆的選擇,影響著焊點的質量,涉及電子產品的使用效果。因此,在高可靠性產品設計時,印制板表面涂覆優選熱風整平或OSP。
結論
(1)印制板可靠性可以從安裝后質量、調試質量、使用質量等三方面給予表征;(2)安裝質量涉及材料的選擇和過程控制。(3)調試質量主要與印制板基本要素精度控制密切相關;(4)使用質量與環境和表面涂覆選擇有關。

