
- 選擇性波峰焊迅速發(fā)展的主要原因
- 選擇焊帶來(lái)高品質(zhì)低成本
- 采用選擇性噴涂、頂部預(yù)熱模塊
- 線路板傳送系統(tǒng)精度高
現(xiàn)代焊接技術(shù)的發(fā)展歷程中,經(jīng)歷了兩次歷史性的變革。第一次是從通孔焊接技術(shù)向表面貼裝焊接技術(shù)的轉(zhuǎn)變,第二次便是我們正在經(jīng)歷的從有鉛焊接向無(wú)鉛焊接的轉(zhuǎn)變。雖然目前表面貼裝技術(shù)已成為電子產(chǎn)品組裝技術(shù)的主流,但是由于以下一些原因,通孔焊接技術(shù)在電裝行業(yè)仍占有一席之地:
1. 一些連接器、傳感器、變壓器和屏蔽罩等通孔元件的使用仍是難以避免的;
2. 由于成本原因,不少企業(yè)在元器件的選擇上仍會(huì)考慮通孔器件;
3. 在某些可靠性要求非常高的行業(yè),例如國(guó)防軍工,汽車(chē)電子和高端通訊傳輸,為了追求焊點(diǎn)在極限條件下的可靠性,通孔器件仍是最佳選擇。(表面貼裝的焊接是在一個(gè)面上完成,而通孔器件的焊料則包裹了整個(gè)引腳,力學(xué)可靠性更佳。)
由于上述原因,在表貼和通孔焊接技術(shù)的選擇上出現(xiàn)了這樣兩個(gè)方向:
1. 線路板上所需焊接的通孔器件越來(lái)越少;(見(jiàn)圖1 )
2. 通孔器件的焊接難度越來(lái)越大(大熱容量的電路板和細(xì)腳間距的器件),可靠性的要求也越來(lái)越高。(見(jiàn)圖2)

圖1 整塊線路板上僅有兩個(gè)通孔器件的焊接
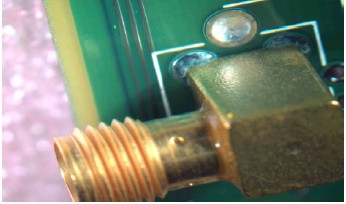
圖2 熱容量非常大的黃銅器件的焊接
在處理通孔器件的焊接時(shí),目前采取的主流焊接技術(shù)有手工焊接,波峰焊焊接和選擇焊焊接。讓我們簡(jiǎn)單對(duì)這些技術(shù)做一些分析。
手工焊接技術(shù)由于具備成本低,靈活性強(qiáng)的優(yōu)勢(shì),在大多數(shù)的行業(yè)中仍在被廣泛采用。但是手工焊接在可靠性要求高,焊接難度大的行業(yè),則由于以下原因受到相當(dāng)?shù)闹萍s:
1. 烙鐵頭的溫度難以精確控制。
烙鐵頭溫度過(guò)低容易造成焊接溫度低于工藝窗口的下限而形成冷焊,虛焊。同時(shí)由于烙鐵的熱回復(fù)性畢竟有限,也非常容易導(dǎo)致金屬化通孔內(nèi)透錫不良。烙鐵頭溫度過(guò)高則容易使焊接溫度高于工藝窗口上限而形成過(guò)厚的金屬間化合物層,從而導(dǎo)致焊點(diǎn)強(qiáng)度下降,同時(shí)還有可能造成焊盤(pán)剝落而使線路板報(bào)廢。
2. 焊點(diǎn)質(zhì)量的好壞往往受到焊接操作者的技能,心情和情緒的影響而變得較難控制。
3. 中國(guó)的勞動(dòng)力成本迅速上升,勞動(dòng)力相較機(jī)器設(shè)備的成本優(yōu)勢(shì)正在逐漸喪失。
[page]波峰焊設(shè)備發(fā)明至今已有50多年的歷史了,在通孔元件電路板的焊接中具有生產(chǎn)效率高,產(chǎn)量大,自動(dòng)化程度高等優(yōu)點(diǎn),因此曾經(jīng)是電子產(chǎn)品自動(dòng)化大批量生產(chǎn)中最主要的焊接設(shè)備。但是在實(shí)際生產(chǎn)應(yīng)用中,波峰焊焊接也存在一定的局限性:
1. 同一塊線路板上的不同焊點(diǎn)因其特性不同(熱容量,腳間距,透錫要求),其所需的焊接參數(shù)也可能大相徑庭。但是波峰焊的特點(diǎn)則是使整塊線路板上的所有焊點(diǎn)在同一焊接參數(shù)下完成焊接,不同焊點(diǎn)對(duì)焊接參數(shù)需要彼此“將就”。這樣的特性使波峰焊較難完全滿足高品質(zhì)線路板的焊接要求。
2. 波峰焊在實(shí)際應(yīng)用中比較容易出現(xiàn)的問(wèn)題:
a. 整塊線路板由于熱沖擊過(guò)大容易造成板子變形而使線路板頂部的原器件焊點(diǎn)開(kāi)路;(見(jiàn)圖3 )
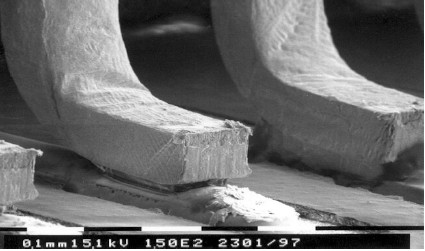
圖3線路板變形而導(dǎo)致QFP器件出現(xiàn)開(kāi)路
c. 焊好的熱敏器件(電容,LED等)容易因溫度過(guò)高而損壞;
d. 為防止上述現(xiàn)象出現(xiàn)而使用的工裝夾具容易形成焊接陰影而造成冷焊。
3. 波峰焊較高的使用成本
在波峰焊的實(shí)際使用中,助焊劑的全板噴涂和錫渣的產(chǎn)生都帶來(lái)了較高的使用成本。尤其當(dāng)使用無(wú)鉛焊料時(shí),由于無(wú)鉛焊料的價(jià)格是有鉛焊料的3倍以上,錫渣產(chǎn)生所帶來(lái)的使用成本增加是驚人的。此外,無(wú)鉛焊料不斷溶解線路板焊盤(pán)上的銅,時(shí)間一長(zhǎng)便會(huì)在錫缸中產(chǎn)生晶須(銅),這需要我們不斷添加昂貴的錫銀來(lái)加以解決。(見(jiàn)圖4)
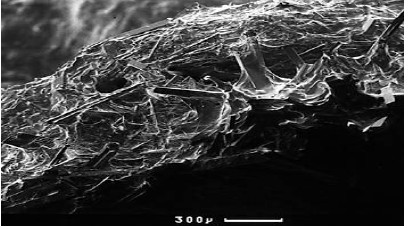
圖4波峰焊錫缸中的“積銅”現(xiàn)象
生產(chǎn)中殘余的助焊劑會(huì)留在波峰焊的傳送系統(tǒng)中,生產(chǎn)中產(chǎn)生的錫渣需要不斷除去,這些都給波峰焊的使用者帶來(lái)較為繁復(fù)的設(shè)備維護(hù)與保養(yǎng)工作。
5 線路板設(shè)計(jì)不良給生產(chǎn)帶來(lái)的困難
有些線路板在焊接時(shí),由于設(shè)計(jì)者沒(méi)有考慮到生產(chǎn)實(shí)際情況,無(wú)論我們采取什么樣的波峰焊參數(shù),采用什么樣的夾具,焊接效果總是難以讓人完全滿意。比如某些關(guān)鍵的地方還是有透錫不良,或者橋連。 波峰焊后續(xù)的補(bǔ)焊必不可少。
讓我們進(jìn)一步看一下全球電裝行業(yè)所面臨的新挑戰(zhàn):
• 全球競(jìng)爭(zhēng)迫使生產(chǎn)廠商必須在更短時(shí)間里將產(chǎn)品推向市場(chǎng)以滿足客戶不斷變化的新要求;
• 全球競(jìng)爭(zhēng)迫使生產(chǎn)廠商在提升品質(zhì)的前提下降低運(yùn)行成本;
• 無(wú)鉛生產(chǎn)已是大勢(shì)所趨;
• 產(chǎn)品需求的季節(jié)性變化要求靈活的生產(chǎn)制造理念。
這些挑戰(zhàn)都自然地反映在生產(chǎn)方式和設(shè)備的選擇上。這也是為什么選擇性波峰焊在近年來(lái)比其他生產(chǎn)方式都發(fā)展得快的主要原因。當(dāng)然,無(wú)鉛時(shí)代的到來(lái)是另外一個(gè)原因。無(wú)鉛焊接所需溫度高,焊料可焊性和流動(dòng)性差,焊料的溶銅性強(qiáng)。ERSA早在1995年就預(yù)見(jiàn)了這些趨勢(shì)并發(fā)明了全世界第一臺(tái)選擇性波峰焊。最新的ERSA Versaflow系列選擇焊更是完全滿足了無(wú)鉛需求,提供給用戶全系列的選擇焊設(shè)備以寬泛滿足所有產(chǎn)品對(duì)選擇焊的需求。
[page]選擇焊所帶來(lái)的高品質(zhì)
由于使用選擇性波峰焊進(jìn)行焊接時(shí),每一個(gè)焊點(diǎn)的焊接參數(shù)都可以“度身定制”,我們不必再“將就”。工程師有足夠的工藝調(diào)整空間把每個(gè)焊點(diǎn)的焊接條件(助焊劑的噴涂量,焊接時(shí)間,焊接波峰高度,波峰高度)調(diào)至最佳,缺陷率由此降低,我們甚至有可能做到通孔器件焊接的零缺陷。
選擇焊只是針對(duì)所需要焊接的點(diǎn)進(jìn)行助焊劑的選擇性噴涂,線路板的清潔度因此大大提高,離子污染量大大降低。助焊劑中的NA+ 離子和CL-離子如果殘留在板子上,時(shí)間一長(zhǎng)會(huì)與空氣中的水分子結(jié)合形成鹽從而腐蝕線路板和焊點(diǎn),最終造成焊點(diǎn)開(kāi)路。因此,傳統(tǒng)的生產(chǎn)方式往往需要對(duì)焊接完的線路板進(jìn)行清潔。而選擇焊則從根本上解決了這一問(wèn)題。
圖6不同焊接方式的助焊劑殘留量比較
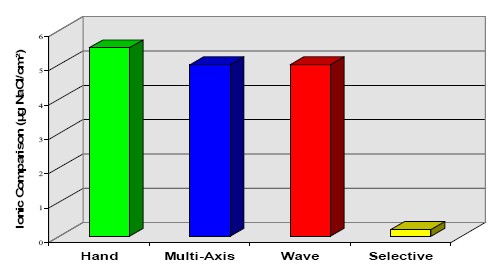
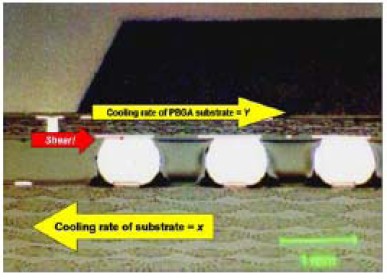
圖7熱沖擊下BGA剪切應(yīng)力的產(chǎn)生
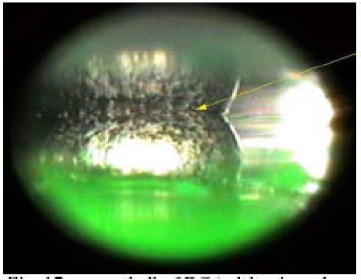
圖8剪切應(yīng)力造成的BGA分層和微裂縫
選擇焊所帶來(lái)的低運(yùn)行成本
選擇焊的低運(yùn)行成本是其迅速受到生產(chǎn)廠商歡迎的重要原因。
前面已提到過(guò),現(xiàn)在的線路板往往有可能通孔器件的焊接只占整體線路板焊接的一小部分。在這樣的情況下,選擇焊的成本優(yōu)勢(shì)體現(xiàn)在如下幾個(gè)方面:
• 較小的設(shè)備占地面積;
• 較少的能源消耗;
• 大量的助焊劑節(jié)省;
• 大幅度減少錫渣產(chǎn)生;
• 大幅度減少氮?dú)馐褂昧浚?br /> • 沒(méi)有工裝夾具費(fèi)用的產(chǎn)生。
在一個(gè)具體的實(shí)際案例中,我們分別用選擇焊和波峰焊對(duì)26個(gè)有鉛器件的220個(gè)焊點(diǎn)進(jìn)行了焊接,我們對(duì)使用成本做了如下比較:
• 助焊劑消耗量 選擇焊節(jié)省97%
• 錫渣產(chǎn)生 選擇焊減少95%
• 能源消耗 選擇焊節(jié)省51%
• 氮?dú)庀?選擇焊節(jié)省92%
選擇焊設(shè)備的構(gòu)造及技術(shù)要點(diǎn)
助焊劑噴涂系統(tǒng)
選擇焊采用選擇性噴涂,即助焊劑噴頭根據(jù)事先編好的程序到線路板指定位置僅對(duì)需要焊接的點(diǎn)進(jìn)行助焊劑噴涂(含點(diǎn)噴和線噴),不同焊點(diǎn)的噴涂量應(yīng)能程序調(diào)節(jié)。由于是選擇性噴涂,因此選擇焊不同于波峰焊,不僅助焊劑用量大大節(jié)省,同時(shí)也避免了助焊劑污染。
同樣因?yàn)槭沁x擇性噴涂,所以助焊劑噴涂的精確性非常重要,這對(duì)助焊劑噴頭的驅(qū)動(dòng)方式提出了較高要求,同時(shí)助焊劑噴涂也應(yīng)具備自動(dòng)校準(zhǔn)功能。
另外,助焊劑噴射系統(tǒng)中,在材料的選擇上必須能要考慮到VOC Free助焊劑(即水溶性助焊劑)其強(qiáng)大的腐蝕性 ,系統(tǒng)中,凡有可能接觸到助焊劑的地方,都必須能承受其強(qiáng)大的腐蝕性。
預(yù)熱
預(yù)熱模塊的關(guān)鍵在于安全,可靠。
首先,整板預(yù)熱是很關(guān)鍵的。整版預(yù)熱可以有效防止線路板的不同位置受熱不均而造成線路板的翹曲和變形。
其次,預(yù)熱的安全可控非常重要。預(yù)熱的主要作用是活化助焊劑。由于助焊劑的活化是在一定溫度范圍下完成的,過(guò)高和過(guò)低的溫度對(duì)助焊劑的活化都是不利的。此外,線路板上的熱敏器件也要求預(yù)熱的溫度可控,不然熱敏器件將很有可能被損壞。
頂部預(yù)熱模塊的使用
當(dāng)我們焊接大熱容量和多層線路板時(shí),頂部預(yù)熱模塊的使用至關(guān)重要。頂部預(yù)熱有兩種方式,一種是紅外預(yù)熱,一種是熱風(fēng)預(yù)熱。 由于線路板頂部一般會(huì)有不同高低不同的元器件,為防止預(yù)熱陰影,建議最好采用熱風(fēng)對(duì)流的預(yù)熱方式。(見(jiàn)圖9)

圖9 頂部熱風(fēng)預(yù)熱模塊
[page]在焊接大熱容量和多層線路板時(shí),光有底部紅外預(yù)熱是不夠的。由于熱容量大,底部熱能很難完全傳遞到線路板上方,焊接時(shí)焊料在從底部向頂部滲透的過(guò)程中溫度越來(lái)越低,最終焊料凝固而不能達(dá)到IPCIII標(biāo)準(zhǔn)所規(guī)定的75%以上透錫。對(duì)于無(wú)鉛焊接,焊料流動(dòng)性差,這樣的問(wèn)題就愈發(fā)突出。而頂部熱風(fēng)預(yù)熱可以很明顯地改善透錫效果。(見(jiàn)圖10)
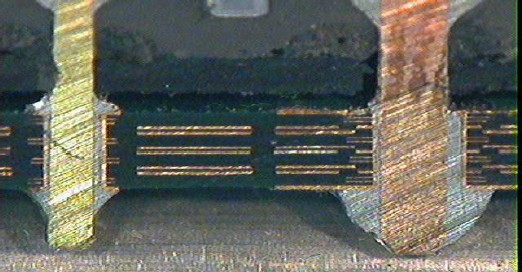
圖10采用頂部熱風(fēng)預(yù)熱可以改善透錫效果
在線路板進(jìn)入焊接模塊后,整個(gè)焊接的完成需要一定時(shí)間。當(dāng)我們焊第一個(gè)焊點(diǎn)時(shí),溫度可能是理想的,但當(dāng)我們焊最后一個(gè)焊點(diǎn)時(shí),有可能溫度已經(jīng)偏低了。為了使所有焊點(diǎn)都在理想的溫度下完成焊接,可以考慮在焊接模塊上方添加頂部熱風(fēng)預(yù)熱模塊。
焊接模塊
• 氮?dú)獾氖褂?br /> 氮?dú)獾氖褂每梢詫o(wú)鉛焊料的可焊性提高4倍,這對(duì)全面提高無(wú)鉛焊接的質(zhì)量 是非常關(guān)鍵的。
• 選擇性波峰焊與浸焊的根本不同
浸焊是將線路板浸在錫缸中依靠焊料的表面張力自然爬升完成焊接。對(duì)于大熱容量和多層線路板,浸焊是很難達(dá)到透錫要求的。選擇性波峰焊不同于浸焊,焊接噴嘴中沖出來(lái)的是動(dòng)態(tài)的錫波,這個(gè)波的動(dòng)態(tài)強(qiáng)度會(huì)直接影響到通孔內(nèi)垂直透錫度。特別是無(wú)鉛焊,因?yàn)槠錆?rùn)濕性差, 更需要?jiǎng)討B(tài)強(qiáng)勁的錫波。另外, 流動(dòng)強(qiáng)勁的波峰上不容易殘留氧化物,,對(duì)提高焊接質(zhì)量也會(huì)有幫助。 (見(jiàn)圖11)
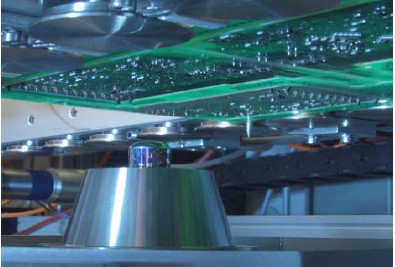
圖11選擇性波峰焊焊接模塊示意圖
根據(jù)焊點(diǎn)的不同情況,焊接模塊應(yīng)能對(duì)不同焊點(diǎn)的焊接時(shí)間,波峰頭高度和焊
接位置進(jìn)行個(gè)性化設(shè)置,這便使操作工程師有足夠的空間來(lái)進(jìn)行工藝調(diào)整從而使每個(gè)焊點(diǎn)的焊接效果達(dá)到最佳。有的選擇焊甚至還能通過(guò)控制焊點(diǎn)的形狀來(lái)達(dá)到防橋連的效果。(見(jiàn)圖12)
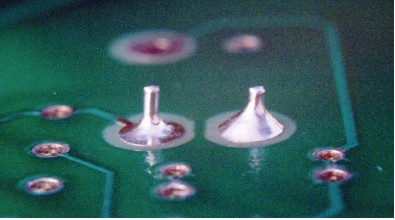
圖12焊點(diǎn)形狀控制
選擇焊的線路板傳送系統(tǒng)
選擇焊對(duì)線路板傳送系統(tǒng)的最關(guān)鍵要求是:精度。
為了滿足精度要求,傳送系統(tǒng)應(yīng)做到以下幾點(diǎn):
• 軌道材料防變形,穩(wěn)定耐用;
• 在助焊劑噴涂模塊和焊接模塊,軌道需加裝定位系統(tǒng);
選擇焊技術(shù)的發(fā)展遠(yuǎn)景
看看未來(lái)的生產(chǎn)給我們提出的要求:
• 100%的一次通過(guò)率;
• 6 sigma質(zhì)量管理體系;
• 設(shè)備的自我校準(zhǔn)系統(tǒng);
• 智能化的操作系統(tǒng)以使生產(chǎn)對(duì)人的倚賴降到最低;
• 一致性,重復(fù)性,可靠性,可追溯性。
因此對(duì)未來(lái)選擇焊設(shè)備的要求將是:
• 產(chǎn)品品質(zhì)更高;
• 運(yùn)行成本更低;
• 設(shè)備靈活性更強(qiáng);
• 設(shè)備的產(chǎn)量更高;
不同行業(yè)對(duì)選擇焊設(shè)備的要求已呈現(xiàn)越發(fā)多樣化的趨勢(shì),因此針對(duì)不同行業(yè)開(kāi)發(fā)不同系列的選擇焊是未來(lái)的發(fā)展趨勢(shì)。“要好,但更要適合”,我們看到的是行業(yè)與設(shè)備的細(xì)分,這也是焊接行業(yè)進(jìn)步的標(biāo)志。


