
中心議題:
- 單層合金Ag結構與雙層Sn/Ag共熔結構保險絲熔斷特性測試
解決方案:
- 保險絲冷阻抗(DCR)特性變化
- 保險絲熔斷時間(Clear-time)特性變化
- 保險絲在常溫下(25?C)承受脈沖能力變化
- 保險絲在常溫下(60?C)承受脈沖能力變化
貼片保險絲是一般電子產品中最常被使用來做為電路上過電流或短路保護的元器件。保險絲會根據其熔斷時間及耐脈沖能力(與I2t特性相關)來區分不同的熔斷特性。因此各家保險絲制造商會選擇不同的金屬材料特性當做熔絲,結合適當的基體材料及設計結構來制造出適合的熔斷特性保險絲。
目前市場上的低電壓規格(≤63Vdc)的貼片保險絲,依據其熔絲的結構,基本上可以區分為單層金屬及雙層金屬共熔結構。
在Sn-Ag二元相圖上(圖1),僅存在兩種Sn-Ag中間金屬化合物(IMC),一是Ag4Sn (ζ相),另一個是Ag3Sn(ε相)。 在過去一些學者如Sen等[2]發現在氣相沉積Sn/Ag偶在室溫條件下形成Ag3Sn IMC; 另外Arai等[3]發現在電鍍共沉積Sn-Ag合金中也只形成Ag3Sn金屬化合物。
在以雙金屬層Sn/Ag共熔結構的保險絲,即是利用Ag3Sn IMC的形成與增長及較低熔點特性(480?C),一是在較低電流負載下保險絲可以快速熔斷;另一是可以吸收電流脈沖時所產生的能量。但是同樣的,Ag3Sn金屬相的阻抗遠大于Sn和Ag金屬,因此Ag3Sn金屬相的過度增長,也可能對保險絲的熔斷特性有不利的影響。

圖1 Sn-Ag二元相圖
一、測試方式
測試樣品的熱處理方式是采用SMT產線的回流焊錫爐,一方面實際模擬SMT產線的焊錫爐加熱作業對保險絲特性的影響;另一方面也利用回流焊錫爐內較高的作業溫度,來加速仿真保險絲在高溫工作下的特性變化。
1.樣品規格:0603尺寸,3A。
2.回流焊錫爐內溫度條件(圖2),最高溫245±5?C/20±5秒,作業時間240±10秒。
3.樣品熱處理方式:
- 過一次錫爐:仿真SMT產線實際作業,并以此數據當做初始參考值。
- 過三次錫爐:業界對元器件可以承受焊錫爐作業的要求。
- 過六、十次錫爐:用來加速模擬保險絲在高溫工作下的情形。
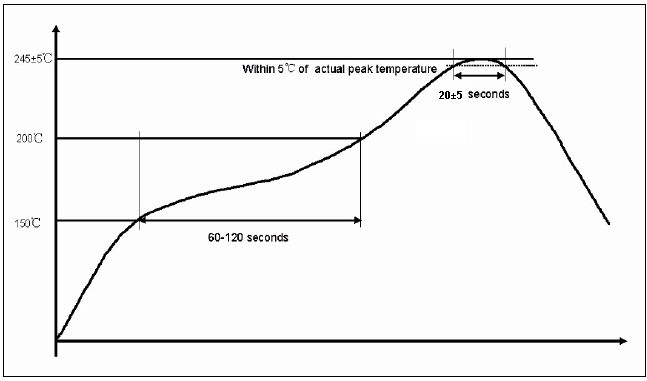
圖2 SnAgCu系列無鉛焊錫爐溫度曲線
[page]
二、測試結果與討論
1. 保險絲冷阻抗(DCR)特性變化(圖3):
單層Ag合金結構的保險絲即使經過多次高溫熱處理,其冷阻抗變化很小。但是雙層Sn/Ag共熔結構的保險絲,其冷阻抗有明顯變高的趨勢(約升高10~20%),且變異也較大。
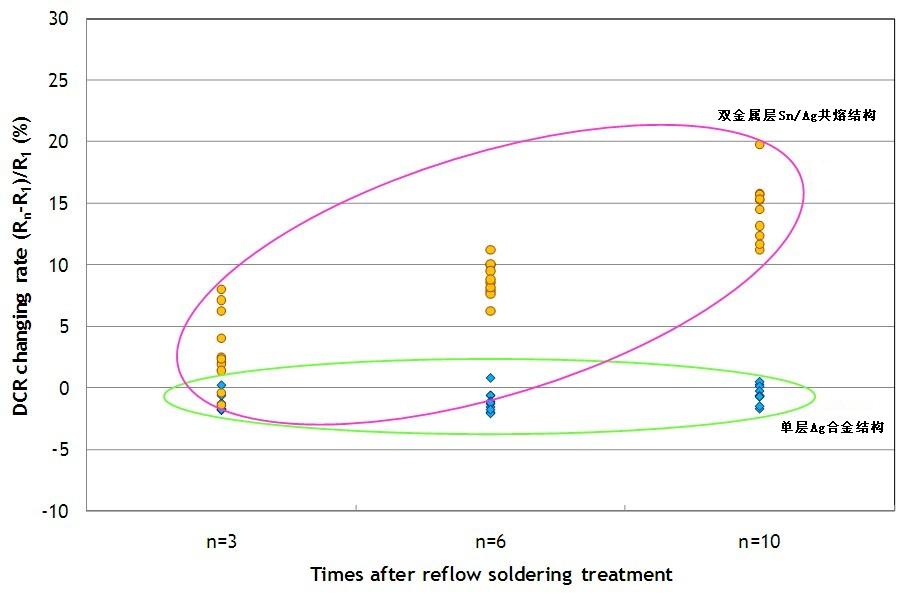
圖3 經過多次回流焊錫爐熱處理后,保險絲冷阻抗(DCR)特性的變化趨勢
2. 保險絲熔斷時間(Clear-time)特性變化(圖4):
單層Ag合金結構的保險絲即使經過多次高溫熱處理,仍可以維持較穩定的熔斷時間。但是雙層Sn/Ag共熔結構的保險絲,其熔斷時間有明顯變快的趨勢。
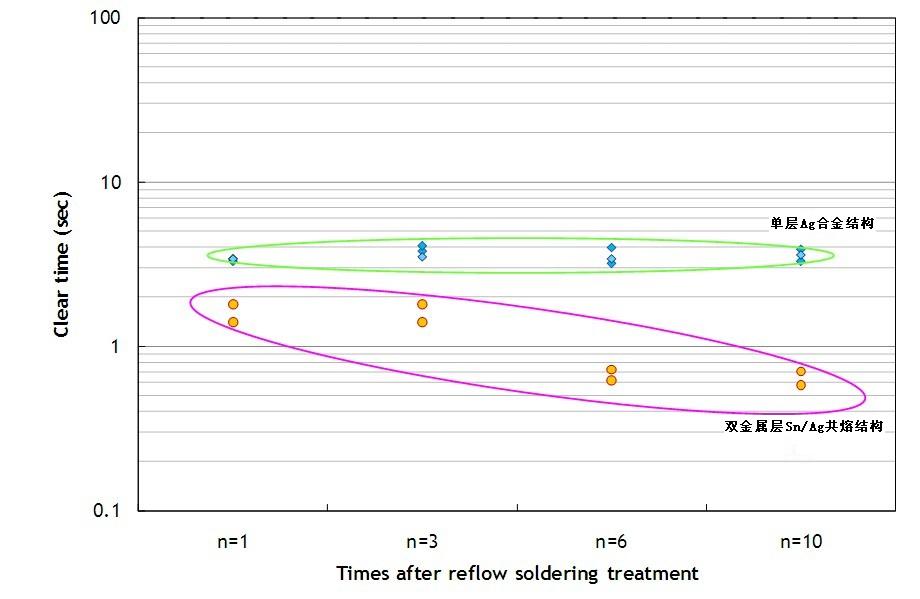
圖4 經過多次回流焊錫爐熱處理后,保險絲熔斷時間(Clear-time)特性的變化趨勢
3. 保險絲在常溫下(25?C)承受脈沖能力變化(圖5):
單層Ag合金結構的保險絲即使經過多次高溫熱處理,仍可以維持一定的耐脈沖能力,承受脈沖次數都可達十萬次以上。但是雙層Sn/Ag共熔結構的保險絲,其承受脈沖能力有明顯下降的趨勢,在經過10次回流焊錫爐熱處理后,承受脈沖次數就會下降到十萬次以下。
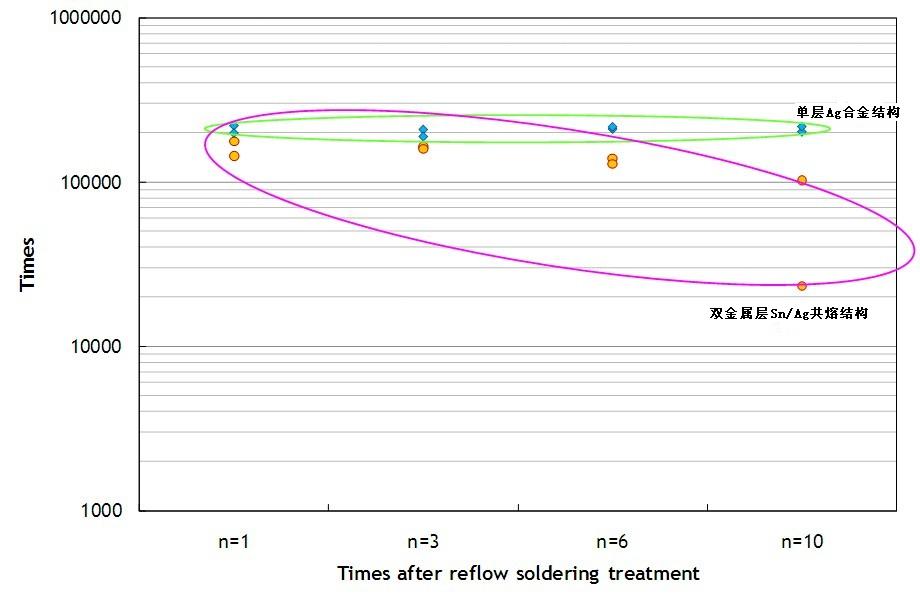
圖5 經過多次回流焊錫爐熱處理后,保險絲在常溫下(25?C)承受脈沖能力的變化趨勢
[page]
4. 保險絲在常溫下(60?C)承受脈沖能力變化(圖6):
單層Ag合金結構的保險絲即使經過多次高溫熱處理,仍可以維持一定的耐脈沖能力,承受脈沖次數都可達十萬次以上。但是雙層Sn/Ag共熔結構的保險絲,其承受脈沖能力的下降趨勢明顯比在常溫下變化更大,甚至在經過10次回流焊錫爐熱處理后,承受脈沖次數會大幅下降到一萬次以下。
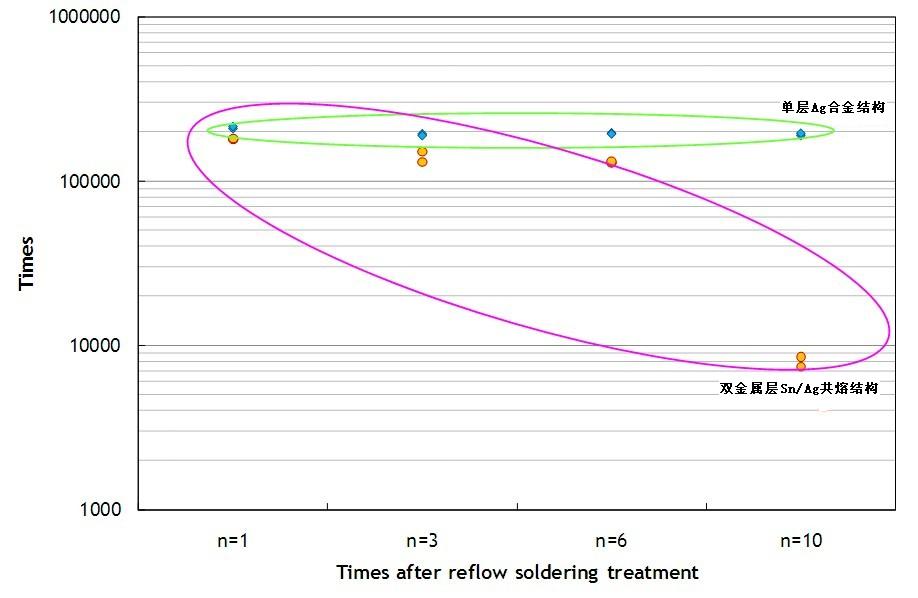
圖6 經過多次回流焊錫爐熱處理后,保險絲在常溫下(60?C)承受脈沖能力的變化趨勢
從上述測試結果顯示雙金屬層Sn/Ag共熔結構保險絲,在經過無鉛焊錫爐焊接熱作用后,由于焊接爐最高溫至少可達245?C,此溫度超過Sn金屬的熔點232?C,因此熔融狀態的Sn金屬會快速滲透進固態的Ag金屬,產生Ag3Sn中間相金屬層。Ag3Sn金屬層即使在溫度冷卻回到常溫狀態,后續會因儲存/工作環境溫度及電路電荷作用影響,厚度仍會持續增厚,進而不斷改變熔絲的材料特性,直到Ag金屬層完全被耗盡(圖7)。
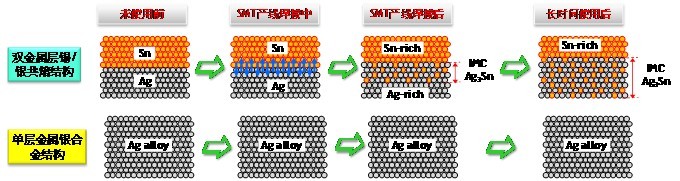
圖7 單金屬層Ag合金結構與雙金屬層Sn/Ag共熔結構,在SMT焊接前后及長時間使用后的材料與結構變化示意圖。
根據研究結果,Sn-Ag固相接口反應速率(即Ag3Sn層生長速率)與熱處理溫度的關系,當熱處理溫度越高,Ag3Sn層生長速率就越快,從實驗導出的關系式來計算,當雙金屬層Sn/Ag共熔結構的保險絲在70?C溫度長時間工作下,Ag3Sn層生長速率會是在常溫狀態下(25?C)的7倍;一旦工作溫度到達80?C,Ag3Sn層生長速率會甚至是在常溫狀態下(25?C)的10倍之多。
三、結論
根據上述測試結果,在幾種貼裝作業及實際電路使用情形下,雙金屬層Sn/Ag共熔結構保險絲的信賴性會有大幅降低的風險。
1.SMT產線焊接溫度太高。
2.SMT產線經過多次焊接熱處理作業。
3.保險絲長時間處在高溫的工作環境。
至于單層Ag合金結構,不管是在高溫焊接或是長時間工作環境的作用下,其材料組成及特性仍可以維持穩定狀態。

